Россия
|
elbow - это своего рода особая часть, механическая обработка локтя подразделяется на грубую обработку и финишную обработку, в целом финишную обработку часто использует налетчатый резак, в настоящее время, основное программное обеспечение для программирования на рынке редко имеет этот модуль программирования локтя, обычно зависит О переработке опыта программистов к разделению обработки, низкой эффективности и ошибки-prone. Программное обеспечение CIMATRON E 13.0, которое используется нашей компанией, добавила новый модуль программирования изгиба в пять-axis, который можно использовать для быстрого программирования процесса изгиба. Это удобно использовать и высокоэффективно, краткое введение в модуль программирования.
-
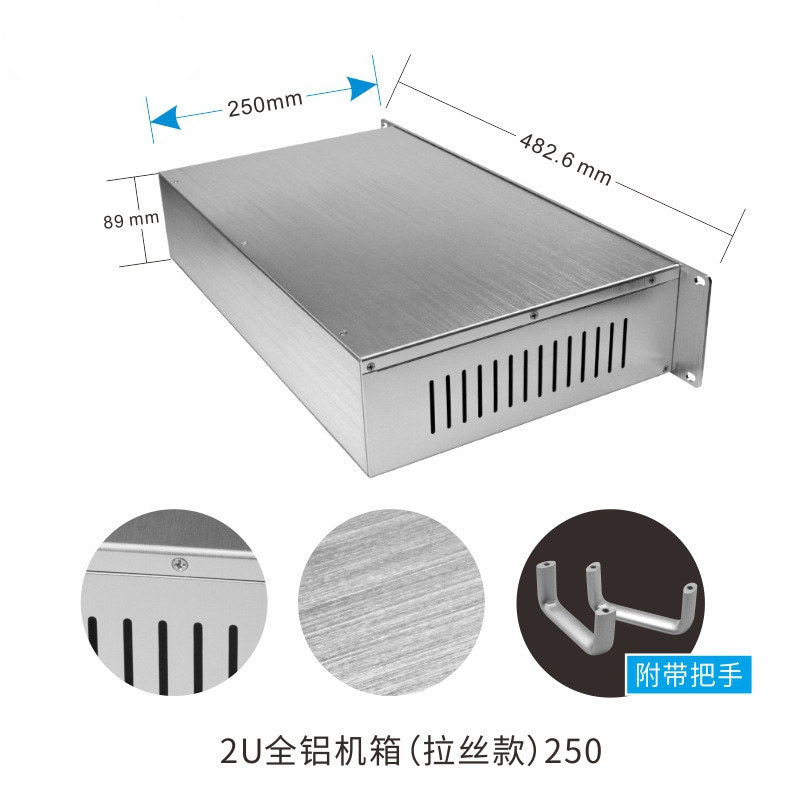
THE Структура локтяной трубы, обрабатываемой нашей компанией, показана на рис. 1. Материал из нержавеющей стали, а пустой обрабатывается с помощью бара. Угол заготовки разделен на 90 ° и 135 °, размерность прямой части на обоих концах контура требуется, чтобы быть гарантированным, требуется плавный переход внутренней полости по линии, острый край, Высокая точка, контур локтя и прямой части может быть полностью гарантирован, используя пятьaxis фрезерование, ключ - это то, как добиться плавного перехода просвета, никаких знаков ножей.
2. Оригинальный метод обработки процесса
---&#
----
-
В два раза все внутренние полости, внутренняя поверхность полости делит несколько изогнутых поверхностей, может использовать трехaxis обработку, насколько это возможно, используя трехaxis Filtering поверхностную обработку, пересечение R использовать пять
axise воздушного фрезерования, на палочке на палочке. После обработки формы и внутренней полости кусочки будут DRO \\ N \\ N112; выключенный. Следующим шагом является местонахождение концевого лица, поверните голову, чтобы зафиксировать часть прямой линейки, и зафиксировать оставшуюся поверхность формы, как показано на рисунке 2. \\ N \\ N \\ N \\ NProblems с оригинальным подходом: \\n \\n \\n \\n \\n \\n \\n \\n (1) Программирование трудности, Проблема проверки программы. Будет разделен на несколько разделов поверхности полости, есть три \\ Naxis Milling, есть пять \\ Naxis Milling, качество обработки и эффективность зависит от навыков программирования. Программное обеспечение Vericut используется для имитации программы, но она может обнаруживать только серьезное столкновение и более \\ NCutting, а детали, такие как инструмент Mark и Shark Edge после обработки, не могут быть проверены, и из-за ошибки машинного инструмента и ошибки зажима После Multi \\ Naxis Milling проблема совместной резки не может быть решена путем моделирования программного обеспечения, только зависит от опыта программиста, ручной модификации, компенсации и, наконец, на основе фактического продукта. \\ N \\ N \\ N \\ N \\ N \\ N \\n \\n \\n \\n (2) обработанный просвет не гладкий, а четкий край не может избежать повторной резки. Много раз представьте, что используя нож на палочке на палочке \\ntime обработки всей внутренней поверхности полости, поскольку нет соответствующих измерений, что приводит к тому, что ненадлежащий путь обрабатывающей. После завершения заготовки добавляют процедуру промежуточной полировки, а установщик измельчает угол R в относительном положении внутренней полости для устранения суставов. Поскольку материал заготовки - это нержавеющая сталь, время и усилия и усилия TONG, часто кажутся острыми краем, не на месте, вырезать провод и другие проблемы. \\ N \\n \\n \\n \\n \\n \\n \\nthis метод обработки не только Неэффективно, но также зависит от ручного труда для обеспечения критического размера заготовки, пострадавшего от индивидуальных рабочих различий и эмоций, что приводит к нестабильному качеству продукции. \\ N \\n \\n \\n \\n \\n \\n \\n3. Исследование новых методов обработки \\n \\n \\n \\n \\n \\n \\n \\n \\n \\n \\n \\n \\n \\n \\n \\n \\n \\n \\n \\n \\n \\n \\n \\n \\n \\n Анализ, оригинальная схема обработки не очень проблема, проблема в основном появляется в программировании, короче говоря, нет ни одной стратегии обработки Чтобы закончить всю поверхность полости с ножом на палочке. \\n \\n \\n \\n \\n \\n \\n \\n \\n \\n \\n \\n \\n \\n \\nlast Год, наше программное обеспечение для программирования было обновлено от Cimatron E10 к E13.0 с добавлением фрезерования трубы Стратегии в модуле обработки пяти оси, как показано на рисунке 3. \\n \\n \\n \\n \\ NWE Надеюсь, что эта стратегия может быть использована для достижения внутренней полости локтя в одном фрезере на месте, для достижения проблемы Чтобы в полости нет суставовного резака. Во-первых, мы смотрим на четыре фрезерных режима, два грубых режима обработки и два режима обработки обработки в стратегии. На рисунке 4 показаны пути инструмента для каждого режима. Согласно сравнению траектории, мы сначала исключили использование механизма грубой обработки, поскольку обрабатываемая емкость леденцовой резак LOLLIPOP ограничена, не подходит для частей из нержавеющей стали, максимальное использование вторичного открытого толщина на пересечении Г к небольшому краю. Согласно характеристикам продукции, два вида финишной обработки более подходят для внутренней полости изогнутой трубы. После определения стратегии обработки мы проверяем, соответствует ли весь путь обработки продуктов, соответствует требованиям. \\ N \\n \\n \\n \\n \\n \\n \\n \\n \\n \\n \\n \\n \\n \\n \\n \\n \\n \\n \\n \\n Дополнительное исследование режима фрезерования изгибной трубы, программирование Изгнутая обработанная обработка сгибами очень проста и удобна. И модуль обработки также имеет два, я лично думаю, что очень полезное устройство установки, одна - это настройки области обработки, одна - предел угла обработки. \\ N \\ N \\ N
Название работы: Manager
отдел: Sales Department
Телефон компании: +86 0769-82289819
Электронная почта: Свяжитесь с нами
Мобильный телефон: +86-134-2394-3632
Веб-сайт: xililai.rub2b.com
Адрес: Hexing Road, Shatou, Shatou Community, Chang’an Town, Dongguan city, Guangdong Province

































 Логин пользователя
Логин пользователя