Россия
|
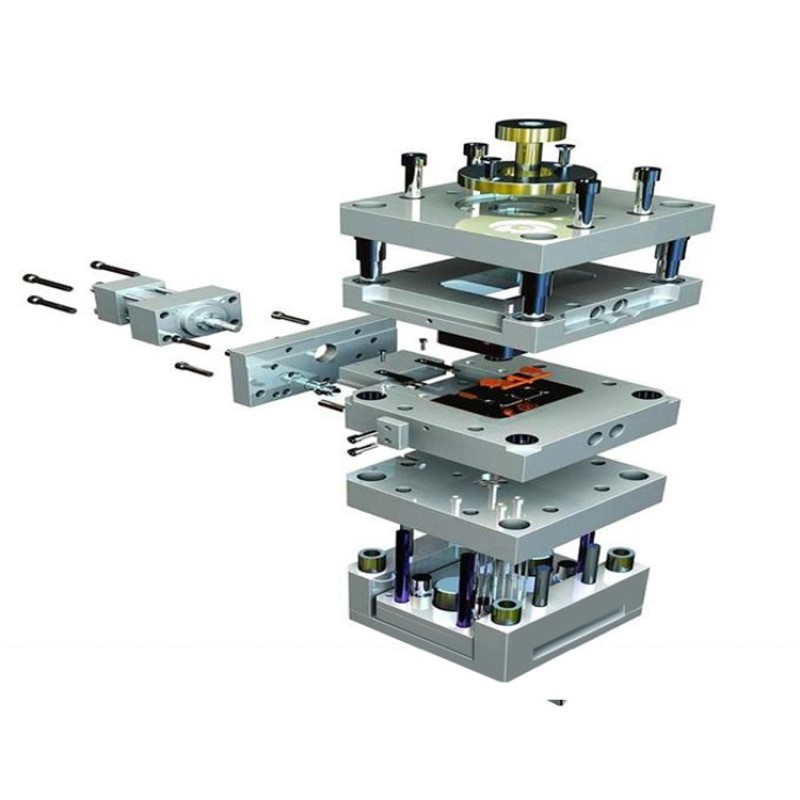
investment Casting Разработка новых лезвий сплавов для достижения высокотемпературных характеристик, требует параллельного развития в обработке сплава. До 1940-х годов лезвия газотурбинного двигателя были железом-Based сплавов через холодный коварь. В 1940-х и 1950-х годах литье инвестиции и вакуумное плавление были введены для производства лезвий двигателей. В 1970-х годах процесс направленного затвердевания (DS) был изобретен и придумано и добилось значительного продвижения в тепловой способности лезвий. Границы зерен были значительно уменьшены , а кристаллы были все выровнены в направлении центробежного стресса. На основании процесса литья DS можно было эксплуатировано монокристаллический (SX) , которые были свободны от границ высокого угла зерна и, следовательно, значительно увеличить точку плавления лопастей турбины]. На сегодняшний день все современные семейства двигателей TRENT включают в себя монокристаллические материалы. На сегодняшний день, лопасти турбины спроектированы со сложными геометриями и сложными каналами, которые позволяют прогревенным потоком воздуха внутри и вдоль лопасти во время Операция . Следовательно, турбины компоненты обычно выпускаются путем литья инвестиций.
-
, также называемый потерянный
WAX отливка) включает в себя следующие шаги:-
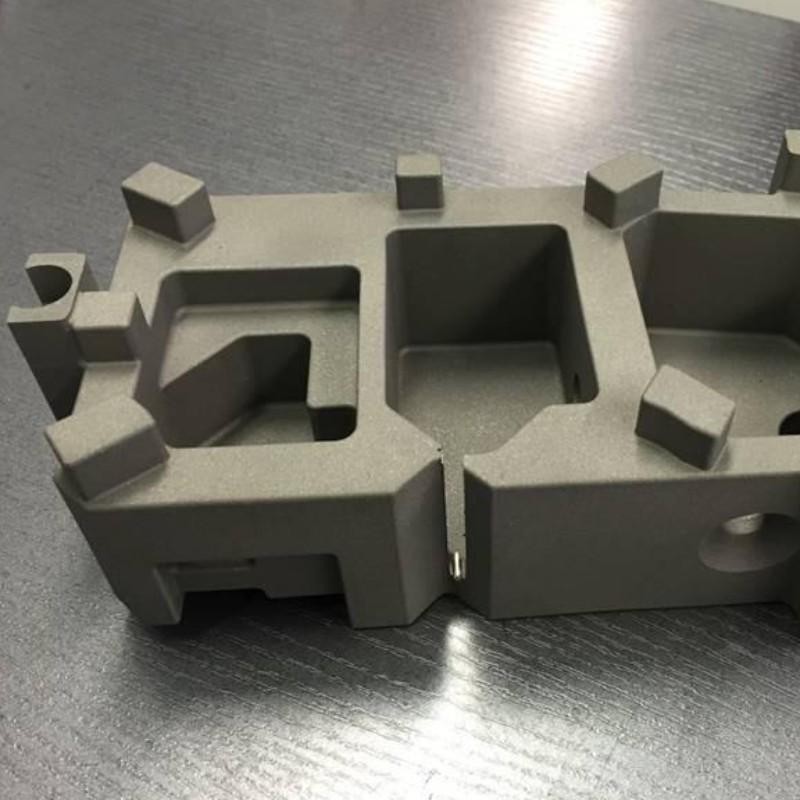
1. Узор из компонента литья готовят путем впрыскивания расплавленного воска в металлическую форму. При необходимости (например, для охлаждения проходов в лопастях турбины) керамические ядра могут быть префиксированы в пресс-форма для замысловатых водолевых для отливок. Узоры воска могут быть собраны в кластерах, чтобы позволить несколько лезвий, которые будут производиться в одном отливок.в керамическую суспензию, состоящую из связующих агентов и смесей циркона (Zrsio4), оксида алюминия (AL2O3) и кремнезема (SiO2), а затем штукатурирование с большими частицами вышеуказанных материалов. Этот процесс должен повторяться несколько раз, пока толщина оболочки не будет достаточно толстыми, чтобы противостоять механическому удару приема расплавленного металла.
3. После того, как оболочка построена, воск удаляется в автоклаве или печи.

Телефон компании: +86 021-5995 8756
Электронная почта: Свяжитесь с нами
Мобильный телефон: +86 17717022732
Веб-сайт: condlycasting.rub2b.com
Адрес: Building 5, No.2800 Caoxin Highway, Xuxing Town, Jiading District, Shanghai

































 Логин пользователя
Логин пользователя